Weld Purging with Argon Gas: An Industry Standard
Weld Purging with Argon Gas: An Industry Standard
Note: To print, please click here.
Not all metal hoses are created equal. Distinctions in quality can be subtle and often go unnoticed. Without the ability to recognize superior technique, users will consistently evaluate product based on a limited set of criteria.
If the goal is to maximize the life of a hose in service, this is a short-sighted approach.
Purging is a proven process that enhances weld quality by decreasing—or even preventing—oxidation. This, in turn, maintains the corrosion resistance of parent materials, ultimately reducing leak rates in finished product. Visual cues, signaling whether a weld was purged or not, will enable users to better assess metal hose.
Understanding Weld Purging
As heat combines with air during the welding process, bands of temper colors form alongside the penetration of the bead on the front and back sides of the weld. On stainless steel, these strips of color are indications of oxidation, often in the form of chromium carbide precipitation. This chemical reaction decreases corrosion resistance and diminishes the mechanical properties of parent materials. Shorter hose life is the ultimate result.
Chromium and carbon, which have an affinity for one another, can bond to form chromium carbides at elevated temperatures. This presents a challenge as chromium is a key alloying element in austenitic stainless steels and the one that imparts these metals with their superior corrosion resistance. When chromium migrates to bond with carbon, its distribution becomes uneven, thereby weakening its ability to prevent corrosion.
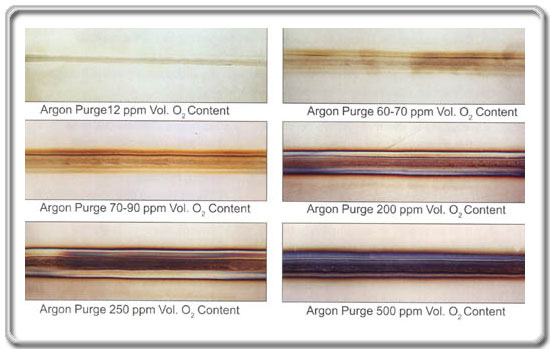
The chart below reveals the correlation between oxygen content and the amount of oxidization that has taken place along the weld seam in the wake of welding.
Given resistance to corrosion is one of the primary reasons users opt for stainless steel, maintaining this characteristic throughout the manufacturing process is essential.
When TIG welds are purged, inert gas is used to “purge” air from inside the hose and at the front side of the weld where it is feed through the welding torch. By preventing atmospheric contamination, temper colors do not form, and corrosion resistance in the weld material remains similar to that of the parent material.
Additionally, as welders can better control the melt when purging, there will be a smaller heat affected zone (HAZ) around the weld. As the HAZ is a target for chemical attack, minimizing this area will ensure longer hose life.
Purged vs. Unpurged Welds
Purged welds have a cleaner, more uniform appearance than unpurged welds. The bands of colors that form during the welding process range from gold to grey, with lighter shades of gold representing minimal chromium carbide precipitation.
Here is an example of some very good, clean welds from our operation. These are flexible pipe assemblies and you can see both the attachment fillet welds where the flexible component attaches to the pipe and the FJP pipe butt welds were very well done by Penflex welders.

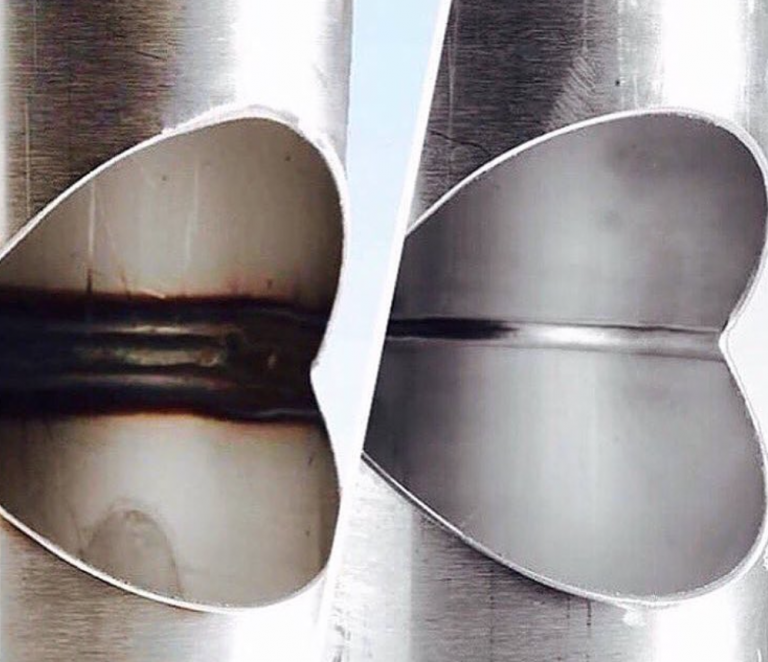
At the other end of the spectrum, grey coloring is often accompanied by a rough surface, termed “gross oxidation” or “sugaring.” Differences in the quality of purged and unpurged welds can also be clearly seen when looking at the inside of the weld.
Per the image below on left, sugaring is a telltale sign of an unpurged weld. The uneven surface, caused by burn through, will trap bacteria, corrode and possibly crack prematurely. In sanitary applications, this is unacceptable. In contrast, the purged weld to the right shows no signs of burn through and exhibits a fully penetrated and consistent arc.
Argon Purge Gas
While there are several options for purge gases, argon is preferred to other commonly used gases because it is inert, noble and unreactive. Nitrogen, on the other hand, is a reactive gas that, in combination with heat, can alter the base properties of the filler material.
Some welders use nitrogen when cost is a concern, but as the ensuing chemical reactions could be detrimental to the application, Penflex recommends using pure argon, especially when manually welding.
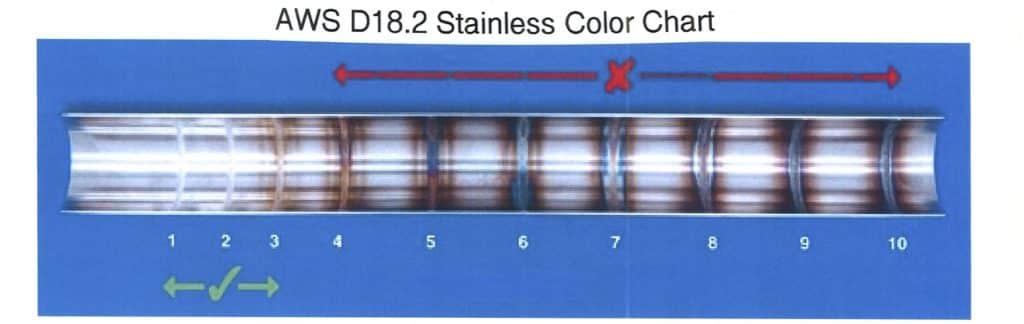
The American Welding Society promotes the use of argon purge gas as well. The only standard color chart it publishes is D18.2 and it is done with argon on stainless steel. Penflex uses this chart as a reference of acceptability on all our seam welds and assembly welds.
Weld purging tools and technique
Certain steps in the purging process cannot be overlooked and the right equipment is required if welds are to be purged properly.
During setup, argon needs to be “flooded” into the hose slowly to avoid any mixing with oxygen and flow rates vary based on hose size. A purge tool matching the dimensions of the hose is needed to minimize the amount of argon that can escape and fresh oxygen that may penetrate the seal. Using the correct size reduces the amount of time needed to purge and ensures successful back purging.
Penflex welders use stainless steel purge tools designed for our hoses and built in-house with our resident experts and machinery. The purge tools range in size from ¼” – 12” and are also available for sale to fabricating customers. (For more information, contact us.)
Once unwanted gas is displaced from the weld area, purging should continue for no less than 30 seconds after welding is complete and metal is no longer red. At this point, the metal will have cooled and will no longer be subject to oxidation.
The bright, clean finish of an argon purged weld indicates corrosion resistance on par with that of the parent material. Weld purging is a best practice and Penflex is committed to seeing it become the industry standard through education on its inherent benefits and with our purge tools.
To learn more, check out the video on argon purging with Penflex CWI, CWE and NDT Examiner Dave Gregor here.
Any questions, please contact us.
To print, please click here.
https://www.penflex.com/weld-purging-with-argon-gas/

ความคิดเห็น
แสดงความคิดเห็น